detlef hat geschrieben: ↑Sa 15. Jun 2019, 17:25
... die Motordrehzahl gemessen.
Ziemlich exakt 3000 U/min. Auf dem Motor steht aber 4000 U/min. Wie kann das sein?
Der Basis-Motor ist für eine höhere Drehzahl gebaut und der Fliehkraftschalter regelt auf die niedrigere Drehzahl. Du brauchst ja noch nach oben 'Luft' für die Regelung.
Auch die Motoren im T37, Lo15, ... sind für 2000 Umin gebaut und werden auf 1500 Umin geregelt.
... deshalb kannst du auch den Regler auf 3300 Umin stellen um von deinen 45 Baud auf 50 Baud zu kommen.
Folgende Benutzer bedankten sich beim Autor JKde für den Beitrag:
Stimmt. Ich habe gerade noch mal nachjustiert von 3333 auf 3300 U/min. Es waren ja vorher 45,45 und 45 Baud.
Also prinzipiell funktioniert es.
So sieht jetzt die Teilnehmersuche aus (etwas durcheinander gekommen, wie ich gerade sehe)
t68d_42_Teilnehmersuche_min.jpg
Aber einige Zeichen fehlen und einige sind verstümmelt. Es sind immer die gleichen Zeichen an der gleichen Stelle betroffen (z.B. DELEF statt DETLEF und TEILNE MER statt TEILNEHMER).
Kann das noch an der Drehzahl liegen, oder sind da noch andere Einstellungen notwendig?
Du hast keine ausreichende Berechtigung, um die Dateianhänge dieses Beitrags anzusehen.
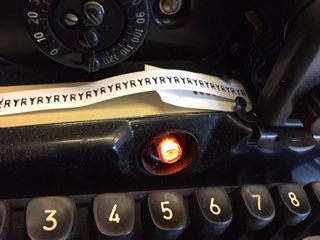
Den Hebel, der das Lesen des Lochstreifens statet nicht nach links drehen (Lochstreifen) sonder drücken und nach rachts drehen und halten. Dann sollten lauter 'RY' kommen. Wenn nach 1km immer noch und nur 'RY' kommen, ist die Baudarate korrekt.
Lasse mal den Lochstreifenstanzer mitlaufen - dann siehst du, ob es am dekoder (drucker) oder am seriell-parallel-Wandler liegt.
orne am Gerät ist ein Einstellrad für das Timing - steht das auf 60???
Jochen (Würzburg)
234280 jochen d (T100 75Bd)
234281 jk200 d (FS200Z 200Bd)
234200 fablabwue d (Lo15, T37, T36Si, T68, T100S, Lo133) [nur zeitweise online, wenn FabLab geöffnet]
Den Hebel drücken geht, aber nach rechts drehen geht nicht. Da ist sofort ein Anschlag.
Auf dem Lochstreifen ist der gleiche Müll wie auf dem Papierstreifen.
Das Timing steht etwas hinter 60.
t68d_43_Timing_min.jpg
Du hast keine ausreichende Berechtigung, um die Dateianhänge dieses Beitrags anzusehen.
Dann mußt du per Hand tippen... oder die Dauertaste verwenden
Unter vielem tippen (RY) das Einstellrad langsam nach links drehen bis etwas anderes als RY kommt - Wert notieren.
Unter vielem tippen (RY) das Einstellrad langsam nach rechts drehen bis etwas anderes als RY kommt - Wert notieren.
Das den Mittelwert der beiden notierten Werte einstellen.
(bei mir ist es 80)
...Oder hat das i-Telex-System einen RY-Sender???
Jochen (Würzburg)
234280 jochen d (T100 75Bd)
234281 jk200 d (FS200Z 200Bd)
234200 fablabwue d (Lo15, T37, T36Si, T68, T100S, Lo133) [nur zeitweise online, wenn FabLab geöffnet]
Mit dem Prüfsender auf der internen Adresse 81 klappt es nicht. Der reagiert anscheinend auf CR. Das muss man aber immer drücken, damit man weitertippen kann.
Hier sollte vielleicht mal die Firmware so korrgiert werden, dass sie nur auf LF reagiert (so wie die Teilnehmersuche).
Also habe ich von Hand RY getippt. Der Bereich ging von ungefähr 20 bis 115. Also habe ich den Empfangssteller auf 57,5 gestellt.
Das hat aber nichts verändert. Ausserdem sind beim Tippen über den gesammten Bereich immer 'S' aufgetaucht (statt R oder Y).
Jetzt scheint es irgendwie schlechter geworden zu sein. "TEILNEHMER' wird jetzt bei der Teilnehmersuche immer unleserlich gedruckt.
Auch nachdem ich wieder auf 61 gestellt habe, ist es nicht besser geworden.
Nach deinen Fehlerbeschreibungen ist immer der 5. Schritt 0 wenn er 1 sein müßte bei einer 0 auf dem 4. Schritt.
Auch gegen jede Logik wäre der Schluß, dass der Motor zu schnell dreht?!?
Jochen (Würzburg)
234280 jochen d (T100 75Bd)
234281 jk200 d (FS200Z 200Bd)
234200 fablabwue d (Lo15, T37, T36Si, T68, T100S, Lo133) [nur zeitweise online, wenn FabLab geöffnet]